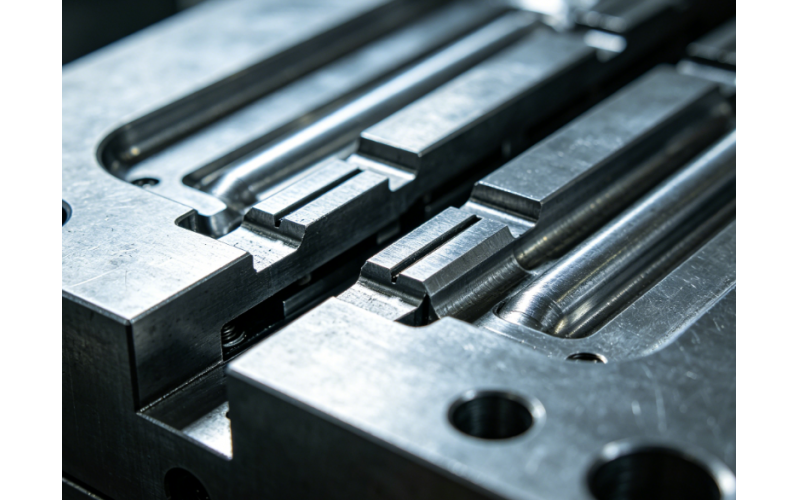
在注塑模具設計與成型生產中,流道系統是決定產品質量、生產效率、原料成本與自動化水平的關鍵結構。冷流道與熱流道沒有絕對的優劣,只有是否適配產品、材料、產量與成本的區別。企業在模具立項階段若選錯流道形式,極易出現廢料過高、成型不穩定、產品缺陷多、后期無法自動化等問題。本文從結構原理、優缺點、適用場景、選擇依據與實際應用等方面全面分析,為模具設計與生產決策提供清晰、可落地的判斷標準。一、冷流道系統的結構
2026-04-15 注塑模具

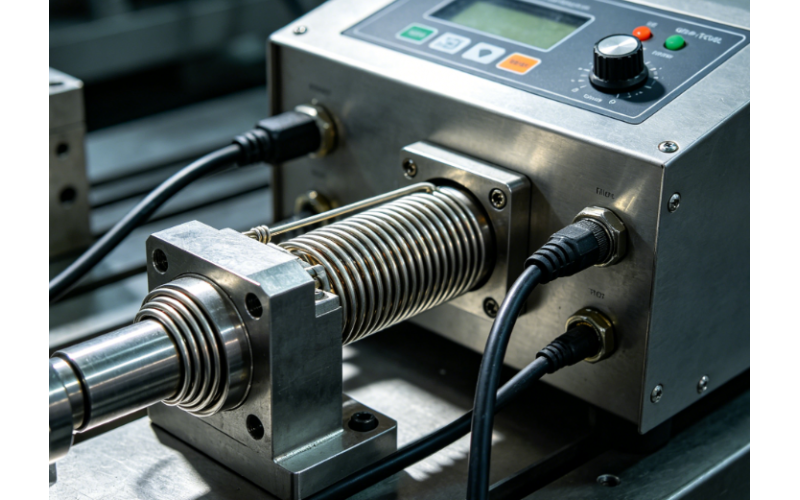
玻纖增強塑料(如玻纖增強 PA、PBT、PP)憑借高強度、高剛性、耐溫性好等優勢,廣泛應用于汽車、電子、機械等領域。但玻纖材料中的玻璃纖維硬度高、耐磨性強,注塑過程中,熔融態塑料攜帶玻纖顆粒高速沖刷模具型腔、型芯、頂針、澆口等部位,極易導致模具磨損、拉傷、劃痕,進而影響塑件精度、外觀質量,縮短模具壽命,增加生產成本。一、玻纖材料注塑模具磨損的核心原因玻纖材料注塑模具磨損,本質是 “玻纖顆粒的機械沖
2026-04-15 塑料模具生產廠家

精密注塑模具設計以微米級精度為核心,遵循國標與行業通用規范,從精度控制、結構、成型系統、冷卻、導向、頂出、材料、熱流道、排氣、注塑機匹配等維度建立完整標準,保障塑件尺寸穩定、表面優質與長期量產一致性。一、精度控制標準型腔、型芯尺寸公差達IT3–IT5 級,為塑件公差的1/3–1/5,如塑件 ±0.01mm,模具需≤±0.005mm。模板平面度≤0.0015mm/1000mm,平行度≤0.001mm
2026-04-15 注塑模具

薄殼件因重量輕、耗材少、適配場景廣,在電子、家電、汽車等領域應用廣泛,但由于其壁厚薄、流程長、流動性要求高,注塑過程中極易出現填充不足、缺料、表面凹陷等問題,直接影響產品合格率和生產效率。一、工藝參數優化工藝調整是解決薄殼件填充不足的首要手段,無需改動模具,成本低、見效快,重點圍繞 “提升流動性、增加填充動力” 展開,分點優化如下:調整溫度參數:將料筒溫度提高 5-10℃,確保熔體充分塑化,減少流
2026-04-15 塑膠模具廠
在注塑生產中,模具尺寸是決定產品尺寸精度的核心因素,二者存在嚴格的對應關系,模具尺寸的設計、加工精度及后期調整,直接影響產品是否符合設計要求、能否實現批量穩定生產。很多生產中出現的產品尺寸偏差、變形、縮痕等問題,本質上都是模具尺寸與產品尺寸的匹配度不足導致的。一、注塑模具尺寸與產品尺寸的核心關系注塑模具尺寸與產品尺寸并非簡單的 “一致對應”,而是需結合塑料材料的收縮特性、模具結構、注塑工藝等因素,
2026-04-15 塑料模具廠
塑膠產品尺寸超差、不穩定、裝配不良,是注塑生產中影響合格率的核心問題之一。尺寸精度并非單一參數決定,而是材料特性、模具設計、注塑工藝、生產環境與過程管控共同作用的結果。想要穩定控制尺寸精度,必須從源頭到終端形成閉環管理,做到每一個環節都可量化、可穩定、可追溯,才能實現高精度、一致性的量產效果。一、材料選型與收縮率管控塑膠材料的收縮特性是影響尺寸的根本因素,不同材料收縮差異極大,直接決定產品尺寸穩定
2026-04-14 塑膠模具
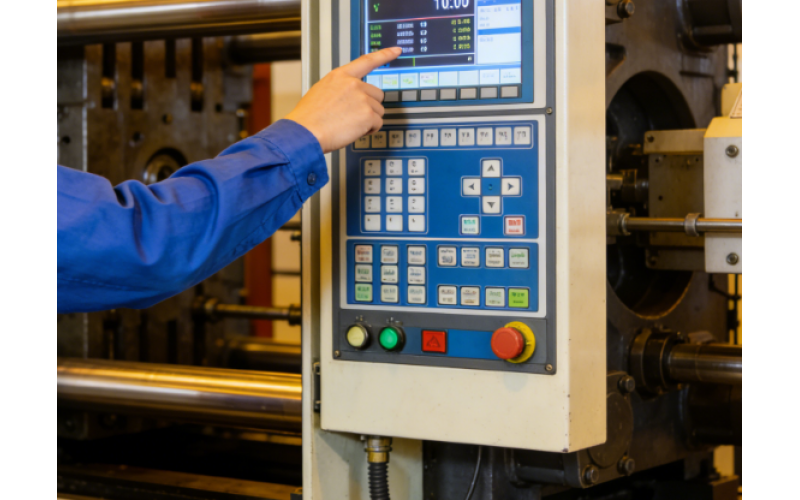
在注塑加工中,耐高溫塑料普遍具有熔點高、流動性差、熱穩定性敏感等特點,注塑溫度設置是否合理,直接決定產品是否出現燒焦、分解、銀絲、缺料、內應力過大等問題。不同耐高溫材料的溫度區間差異明顯,只有精準匹配料筒、噴嘴、模具溫度,才能實現穩定量產。一、PA66(尼龍 66)注塑溫度PA66 是最常用的耐高溫工程塑料,長期使用溫度約 120℃,增強后可達 150℃左右。料筒溫度:260℃~290℃前段:27
2026-04-14 注塑模具廠
模具排氣是注塑成型中決定產品外觀、強度與生產穩定性的關鍵環節,排氣不良會直接導致銀紋、燒焦、缺料、困氣燒模等問題。而排氣槽設計的核心,就在于尺寸精準、位置合理、深度不溢料。一、排氣槽深度設計排氣槽深度必須小于所用塑料的溢邊值,既要保證氣體順利排出,又不能讓熔體跑料飛邊。常用塑料推薦排氣槽深度(標準值)PA、PE、PP:0.015~0.02 mmABS、AS、PS:0.02~0.025 mmPOM、
2026-04-14 塑料模具生產廠家